

![]()
![]()
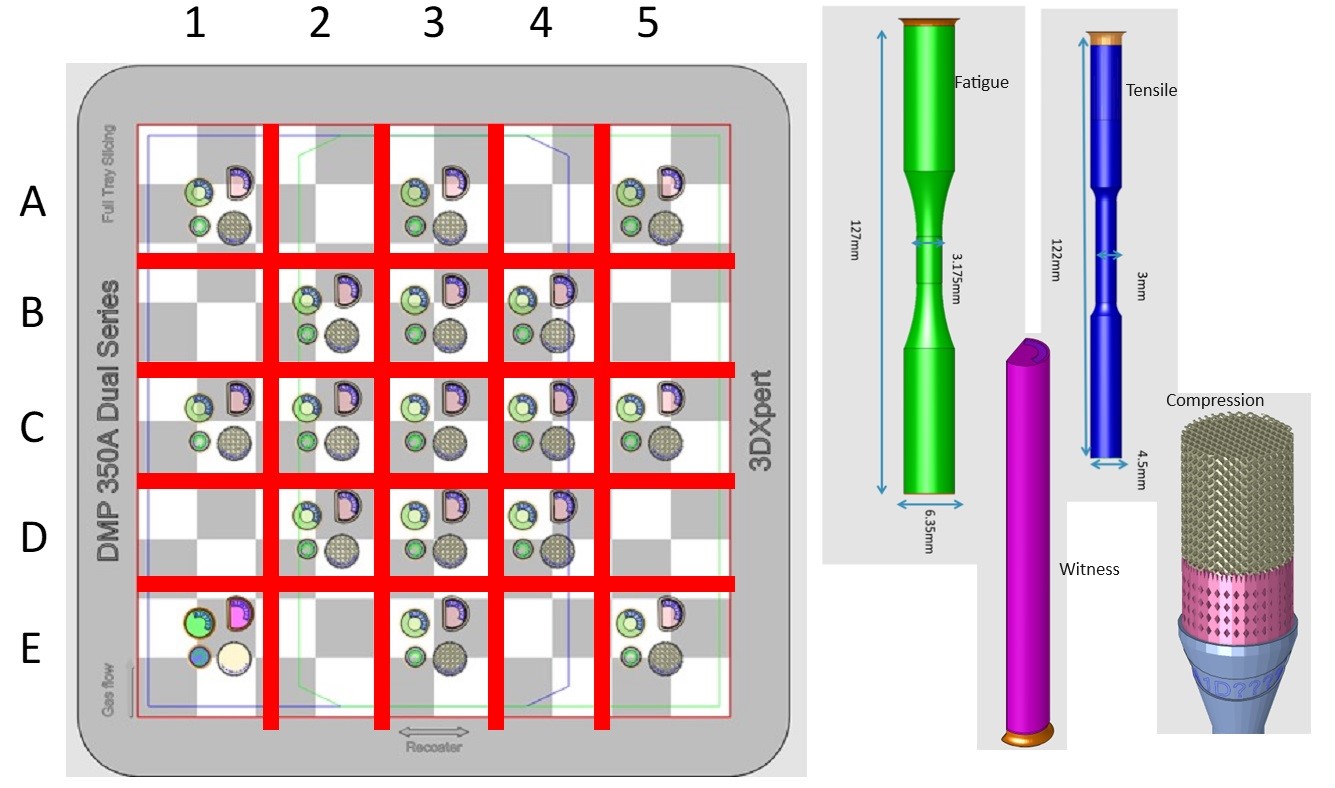
Build Layout to test gas flow and laser power.
Problem
Significant work has been performed to characterize the effect of additive manufacturing (AM) processing parameters such as laser power, laser traverse speed, and powder layer thickness on part performance, but little corresponding effort has been placed on characterizing the impact of AM machine variables such as gas flow and delivered laser power. As a laser interacts with material, there are byproducts generated above the molten pool. Inert gas flow across the platform is used to remove the process byproducts. However, poor gas flow can cause significant material discontinuities and voids such as porosity and surface notches. Additionally, in tall builds, residual byproducts can attach to the laser window resulting in spatial differences in laser power delivered to the build plate.
Objective
Characterize the impact of gas flow and differences in delivered laser power on the mechanical properties of Ti-6Al-4V components produced by laser powder bed fusion (PBF-LB) AM.
Technical Approach
As a PBF-LB machine builds, process byproducts accumulate within the build chamber. These process byproducts can contaminate the system and influence the gas flow and laser characteristics of the system. The proposed tasks were logically structured to unveil the key gas flow and laser characteristics that must be measured and calibrated for AM machine qualification that leads to a detriment in the part performance. Three commercial 3D Systems PBF-LB AM machines with different gas flow configurations were used to fabricate metallic test parts produced under different conditions of gas flow.
Process metrology tools were used to measure and characterize gas flow rates and flow patterns within each chamber and any differences between machines. Characterization techniques previously used by the project team to characterize AM material were again used to quantify porosity (LOF, gas, interlayer, spatter, sub-contour, etc.), and surface topography (protrusions and notches). The influence of these material features on mechanical performance was determined through axial tensile, axial fatigue, and lattice compression testing. While time was limited on this project, significant data was collected on informed AM machine qualification. Additionally, the qualification strategy and measurements requirements were established.
Accomplishments
Gas flow and laser powder density distribution can significantly influence AM material and product quality. There was a need to validate and disseminate methods and data that could accelerate the AM supply chain’s ability to assess and validate these features of AM processes to standardize approaches for AM equipment qualifications. During this project, Colorado School of Mines quantified gas flow and laser power on PBF-LB systems and found that surface roughness could indicate decreased properties. Measuring the impact of machine variables on the AM process-structure-property-performance (PSPP) relationship identified additional process metrology needs, monitoring requirements, and processing pedigree documentation that must be included in future AM qualification standards. It was also identified that purposeful pushing of the gas flow process window provided a wider range of results for process-property relationships.
Project Participants
Project Principal

Other Project Participants
- 3D Systems
Public Participants
- U.S. Department of Defense