

![]()
![]()
Thin section geometry additive manufacturing process development for conformal heat exchangers, from concept through creation.
Development of additive manufacturing processes and procedures for the manufacture of aircraft heat exchangers can increase performance, while reducing weight.
Problem
In the current state of additive manufacturing (AM) for heat exchangers (HEX) there are three critical gaps/risks that need to be addressed including established manufacturability constraints and variability data to define achievable key product characteristics (KPCs); a prescriptive methodology for selecting build parameter specifications given a set of KPCs; and feedback of real-time process data to support computer-aided AM and the control of manufacturing process parameters.
Objective
The program seeks to address fundamental risks/gaps in AM processes including in-situ defect detection, nondestructive evaluation (NDE), and thin fin manufacturing capability. A further objective is to establish a quantitative link between KPCs and the manufacturing process parameters required for repeatable and reliable fabrication. The technology is to be demonstrated on an AM air-air HEX and value proposition relevant to the Department of Defense (DoD) and Air Force Research Laboratory (AFRL). A preliminary optimization and benefit assessment suggests a 40% improvement in precooler UA per unit volume can be achieved, corresponding to a 29% improvement in cooling capacity or an 11% decrease in the amount of engine bleed needed to drive the thermal management system (TMS).
Technical Approach
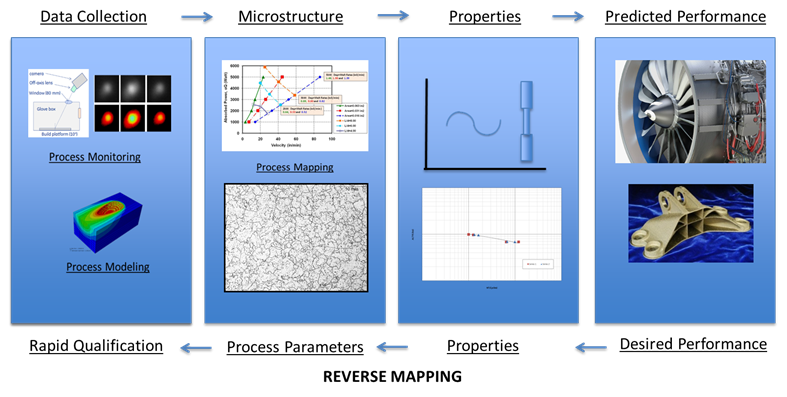
United Technologies Research Center (UTRC), United Technologies Aerospace Systems (UTAS), Pratt and Whitney (PW), Stratonics (STR), 3DSIM, and University of Connecticut (UConn) propose to advance the laser powder bed fusion (LPBF) technology for heat exchanger components in propulsion applications. The overall technical approach involves an extensive design of experiments (DOE) and subsequent sample builds of the characterization unit with in-situ process monitoring to understand the limitations of LPBF for HEX fabrication, identify the root causes of HEX-critical defects, and understand how to avoid or correct these defects. Existing process modeling capability, X-ray CT scanning, performance testing, and a suite of current HEX acceptance tests are being utilized. A comprehensive data management is being executed to organize all data for each part that is built so that linkages can be made from an acceptance test failure to a defect identified in a CT scan to the appearance of that defect on the in-situ process sensor during the build. The development builds of multiple characterization units and the subscale and full scale HEX demonstration units are all being built on 3D Systems’ ProX 300 and ProX 200 machines using Inconel 625 powder.
Project Participants
Project Principal

Other Project Participants
- Pratt & Whitney
- Stratonics
- 3DSIM
- 3rd Dimension
- University of Connecticut
- United Technologies Corporation Aerospace Systems
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy