

![]()
![]()
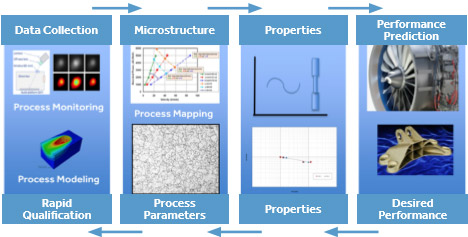
Establishing rapid process qualification via mapping of melt pool geometry and microstructure across process variables of power/velocity (P/V) and powder size for Direct Metal Laser Sintering (DMLS) and Electron Beam Melting (EBM) processes provides confidence and the potential increase in the adoption of additive manufacturing within industry.
Rapid process qualification via mapping of melt pool geometry and microstructure across process variable space for both (1) EOS Laser Sintering Powder Bed Process (inert environment) and (2) Electron Beam Melting (vacuum Powder-fed based ARCAM). First edition AM cost analysis tools will provide data in addressing whether and where to integrate direct metal AM into production schemes.
Problem
With additive manufacturing (AM) being considered for more industrial applications, there is a missing link between process variables and controlling microstructure mechanical properties within the industry across Direct Metal Laser Sintering (DMLS) and Electron Beam Melting (EBM) in 3D Printing processes. This lack of knowledge is impacting the confidence level for adopting these AM processes in industry. Currently, qualification of a process takes extensive testing and time which delays any promising adoption of AM in industry. In addition, AM cost analysis tools are required to address whether and where to integrate direct metal AM into production schemes.
Objective
The objective of the project was to develop a verified methods platform for performing small number of tests to fully map out the melt pool geometry, microstructure, and mechanical properties as a means for rapid qualification of DMLS and EBM 3D printed parts. This methods platform could then be utilized by industry to develop a process knowledge base that would benefit the implementation of AM into aerospace and other industries.
Technical Approach
The project team consisted of leading experts in the AM field including five industrial organizations (Pratt & Whitney, Bayer, Kennametal, Lockheed Martin, and GE Aviation), five universities (Case Western Reserve, Carnegie Mellon, Wright State, North Carolina State, and University of Louisville), and two national laboratories (National Institute of Standards and Technology and Oak Ridge National Laboratory). The collaborative effort relied on each participant’s knowledge and experience to:
- Perform thermal property modeling
- Utilize power/velocity (P/V) process mapping to link melt pool geometry to microstructure
- Determine the effects of powder size distribution on the P/V process mapping and the resulting microstructure
- Define the role that geometry plays with developing P/V process mapping of single layer pads and deposition geometries
- Construct process mapping for DMLS and EBM processes
- Development of a process-based cost model to assist integration of direct metal AM into production streams
- Demonstration of the process-based cost model on an industry application
Accomplishments
Tasks performed within this project directly targeted the missing links for understanding and controlling microstructure and mechanical properties across both EOS (DMLS inert environment) and Arcam (EBM vacuum) processes. The research with both processes was done for Ti-6Al-4V and maraging steel via computational and experimental approaches to generate power/velocity (P/V) process maps showing good quality versus bad quality beads for both single layer and multi-layer pads.
Microstructural features such as beta grain size in Ti-6Al-4V were related to combinations of P/V to gain understanding of the effects of these variables on the melt pool size. This P/V process map was utilized to link melt pool geometry to microstructure for AM.
Fracture critical properties were also measured on Arcam processed bulk Ti-6A-4V samples. Detailed analysis included microstructural examination, defect identification via metallography, and fractography of fractured samples. Preliminary work on bulk samples was conducted to examine orientation dependence of properties in as-deposited EBM Ti-6Al-4V. Research determined fracture toughness and fatigue crack growth behavior of as-deposited Ti-6Al-4V were similar to the range of those found reported for cast and wrought iron Ti-6Al-4V, and in some cases superior properties were obtained. Various defects that consisted of isolated porosity, disbanded regions, and un-melted regions were observed on the fracture surfaces of as-deposited samples that were tested for fracture toughness and fatigue crack growth. Even though these defects were present, the as-deposited properties still approached those obtained in conventionally processed materials.
Cost analysis modeling conducted by Carnegie Mellon University (CMU) leveraged ongoing DARPA supported work and quantified production and use economics of AM versus traditionally forged GE engine bracket for commercial aviation. Results indicate, despite the simplicity of the bracket, the AM designed part is less expensive than the forged part for a wide range of scenarios when incorporating systematic factors (lighter design) and use cost (fuel savings) in the analysis providing a broader economic viability for AM. AM had a lower cost advantage over forging at low volume due to forging being a non-dedicated process, while the AM process is dedicated due to certification challenges in manufacturing multiple products on a single machine.
Project Participants
Project Principal

Other Project Participants
- Carnegie Mellon University
- Wright State University
- North Carolina State University
- University of Louisville
- Pratt & Whitney
- Bayer
- Kennametal
- Lockheed Martin
- GE Aviation
- National Institute of Standards and Technology (NIST)
- Oak Ridge National
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy