

![]()
![]()
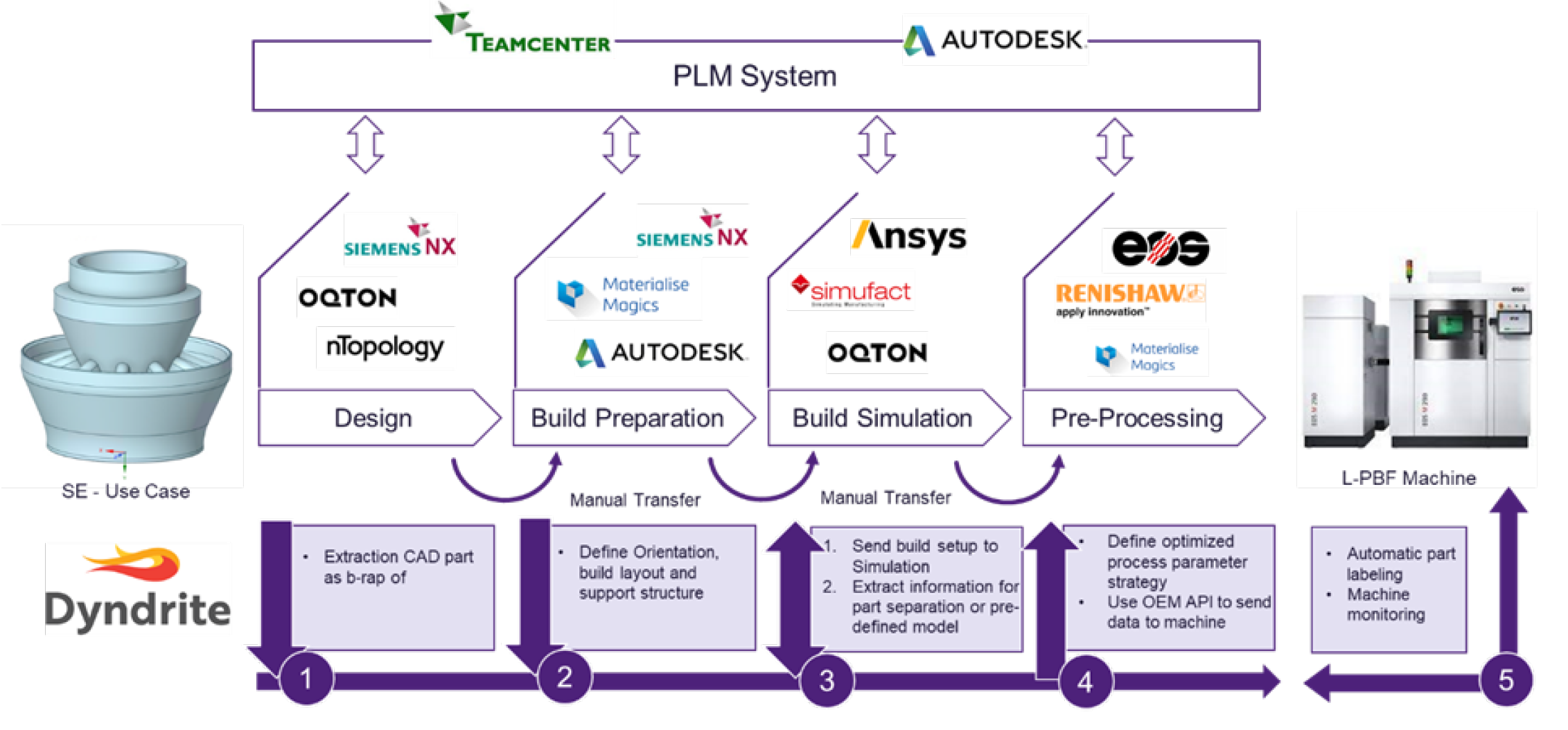
Dyndrite’s proposed fully digital automated workflow.
Problem
Operational Qualification (OQ) is manual, slow, and expensive for all additive manufacturing (AM) users. It also requires extensive effort. OQ ties up AM machines, often for extended periods, that could otherwise be producing parts and adds significantly to parts costs. OQ is error-prone, requiring substantial direct engineer and operator involvement, and builds in unwanted “human in loop” variation. OQ requires multiple materials and process development builds to ratify basic materials property performance and develop optimal parameters for a specific geometry before freezing the process. Too often, OQ results in locking the production process to a particular part revision and a given vendor’s machine and even model type. Making a simple part change, upgrading a machine, or exploiting a productivity improvement, such as increasing layer thickness or print speed, all require a lengthy OQ to be rerun. Likewise, moving to a more productive multi-laser machine introduces new process variables like part stitching that will require new OQ. This hinders productivity. Finally at a wider level, while AM users often have machines that are nominally capable of making the same parts, it is usually too cost-prohibitive to conduct an OQ for the same part across different platforms. This stifles production flexibility and leaves machines dedicated to a few parts.
Objective
This project aims to create a financial and productivity-focused qualification step change for AM. Combining Siemens production volumes, experience, and problems through an innovative software and deliverable platform with Dyndrite enables a variety of benefits for the mass production of AM parts. This project will balance time and cost savings against production expectations to deliver an OQ experience and capability for Siemens. The output will be a tool that will be validated and evidenced in its capability and support significant cost decreases and productivity increases in its deployment.
Technical Approach
The project will initially develop baseline capability, timings, and run process failure mode and effects analysis (PFMEA) trials to quantify and measure the process of a production part from design to shipping. This data is an essential key process parameter (KPP) for benchmarking. The following steps will focus on the following core attributes of AM production; each case will have a baseline process creation, test, and validation before optimization occurs:
- Geometry feature detection and build suitability analysis. The manual process of creating data with regards to the geometry and a human interface analyzing the part.
- Build design activities. Nesting, considering, measuring, and manipulation of parts for build-specific needs.
- Support generation. Creation of supports locally and globally.
- Serialization. Addition of serial numbers per part.
- Additive computer-aided manufacturing (CAM) pre-process reporting. Data for traceability and monitoring of builds, build contents, positions, etc.
- Slice and send to print. Manual process per platform to then slice the file and print.
At this stage, the build is fixed until a variable enters play for a change of build design, serial numbers, machines, and material.
Dyndrite has the capability engine to then create an automated workflow which, when designed with extra steps at the part level, can allocate parameters to certain down skin geometry for maximizing surface quality, select and apply supports, nest, add serialization to all parts, and report the build CAM requirements from metadata before slicing and having the build prepared for any given machine in an automated and near-instant manner. To enable this, Dyndrite, will create a Siemens Energy dedicated process route, and some AM validation will occur to iterate the specific needs for supports, parameters for down skins, and machine variability.
The collective output is a data-validated software toolkit to enable Siemens Energy to automate its build creation process and reporting with machine variability understood and neutralized via parameterization across laser powder bed fusion (LPBF) platforms. As the current process will be measured and quantified, the automated system can be compared directly. It is expected that the build preparation time, and therefore cost, will reduce by 50%.
Project Participants
Project Principal

Other Project Participants
- ASTM International
- Siemens Energy
Public Participants
- U.S. Department of Defense