

![]()
![]()
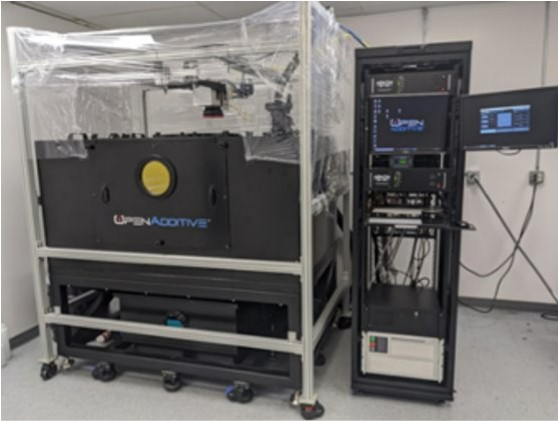
Open Additive’s LPBF system which executes the SLAM approach used throughout the project.
Problem
The Northrop Grumman Mission Systems (NGMS) cold plate HX is a heat exchanger designed to be built with additive manufacturing (AM), particularly laser powder bed fusion (LPBF). The cooling channels in the cold plate are designed with hundreds of small fins that cannot easily be produced with other manufacturing techniques. There are challenges, however, with traditional LPBF techniques including achieving a smooth surface roughness (and thus low-pressure drop), warping, and cracking. In many cases, these issues cannot be resolved with post-processing.
Objective
The main objective of the project was to use the selective laser ablation and melting (SLAM) hybrid powder bed fusion AM process to selectively tune surface roughness and selectively manipulate residual stress to reduce warping. This was to be done for heat exchangers, specifically. Another goal was to identify any difficulties that arose during printing to further improve the SLAM process so that it can become a staple process in the AM sector. Full demonstration of parts came to be a stretch goal during the period of performance.
Technical Approach
Northrop Grumman Corporation (NGC) led the first task of the project effort by briefing the Open Additive (OA) and University of Dayton Research Institute (UDRI) teams on the print history of the cold plate heat exchangers and what difficulties typically arise during fabrication. With this information, the OA and UDRI teams began to consider SLAM methods to mitigate part defects. The project team found that reducing surface roughness would reduce pressure drop through the cold plate. With the primacy of surface roughness, the OA team decided to focus on upskin and downskin improvement, in addition to ordinary vertical sidewalls. The process of developing these vertical sidewalls consisted of determining the ideal offsets between the melting beam and the machining beam, as well as the offset between the machining beam and the nominal exterior surface of the part. A demonstration of the mitigation strategy via SLAM was then conducted using the information obtained from the previous process. The lasers used were a nanosecond (ns) pulsed laser and a full spectrum (fs) laser.
Accomplishments
The project team was able to demonstrate that surface roughness limitations of LPBF can indeed be mitigated with SLAM, and that for internal passes ultra-fast SLAM should be utilized. Additionally, this project marks the third additive material with which SLAM has been successfully demonstrated (the first two were Ti-6Al-4V and IN718). The project was largely successful in demonstrating feasibility. The results show that ns laser-based SLAM is useful for surface roughness improvement on external features. Downskin surface roughness improvement is perhaps the most important finding of this project because downskin surface roughness enhancement is often not easily achievable, particularly on internal features. SLAM may also aid extreme downskin angles and supportless building techniques by removing the warping material on the edge of a downskin. Surface residual stress was shown to be reduced 90% and the SLAM samples had 5% increased hardness. In a follow-on Phase III effort, the OA team demonstrated that SLAM could be used to produce walls for a heat exchanger as thin as 15 µm.
Project Participants
Project Principal
Other Project Participants
- University of Dayton Research Center
- Northrop Grumman Corp.
Public Participants
- U.S. Department of Defense