

![]()
![]()
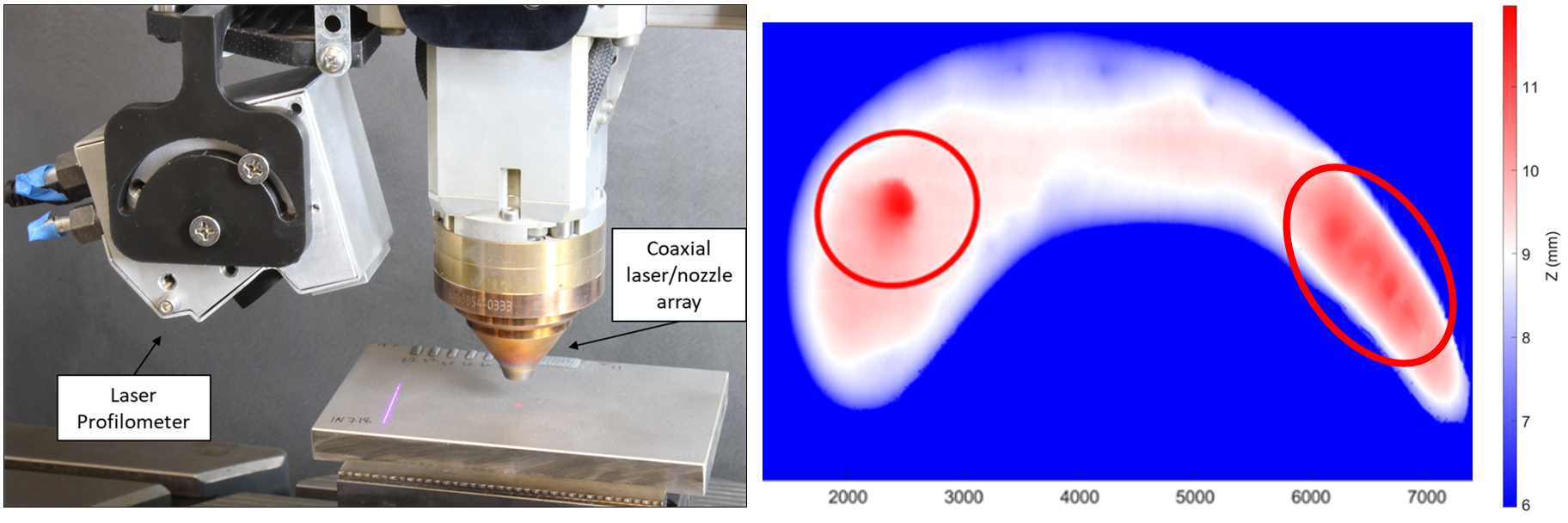
Integrated laser profilometer and deposition nozzle (left). Sensor output showing overbuild on the deposition surface (right).
Problem
Directed energy deposition (DED) process inconsistencies can lead to the generation of flaws, defects, and geometric abnormalities during component fabrication or repair. Post-processing to remove these defects can be time-consuming and expensive. Hybrid additive manufacturing (AM) systems combining additive and subtractive tools in the same build volume have the potential to correct these defects, but this has not been fully realized because in-situ defect detection remains challenging, dynamic tool path definition and adjustments are underutilized, and use cases and the required processing sciences are underdeveloped.
Objective
The team sought to develop a system to identify and correct geometric non-conformities during the build process of a powder-fed DED printer with machining capabilities. This system would monitor powder flow as well as build geometry and then utilize an inter-layer dynamic tool path algorithm to machine away the non-conformities as the build progressed. The resulting methodology should be implementable for commercial AM systems printing commercially relevant geometries and materials.
Technical Approach
The Applied Research Laboratory (ARL) at Pennsylvania State University (PSU) and Applied Optimization (AO) integrated two sensors into a hybrid DMG Mori Lasertec 65 to monitor DED processes: (1) A laser line scanner to evaluate powder feedstock flow characteristics and (2) a laser line scanner to map surface topology of recently deposited material.
Parameter development was then conducted to determine optimal process conditions for the material and geometry to be deposited. Machining parameters were also determined to correlate with the deposition layer height.
As the deposition process proceeded and powder flow monitoring identified inconsistencies, the program was stopped until corrective actions were taken to achieve steady-state operating conditions. When powder flow was stable, the DED process progressed. Each newly deposited layer was scanned to evaluate the surface topology. When under-building or over-building conditions were observed the program was halted and corrective subtractive machining was performed to return the deposited region to a normal position with respect to the build direction. Once the deposited region was machined to a uniform height, the deposition head was recalled, and the DED process was able to proceed.
Accomplishments
The project team executed semi-automated defect recognition and resolution using the HAMERR framework. The Anomaly Flagging System (AFS) was able to detect surface nonconformities below 5 µm. The algorithm compared topological data with predetermined layer heights, geometrical bounds, and threshold values to determine the required corrective machining prior to continuing deposition. The team has also identified the appropriate hardware and software, along with a compatible signal type, to fully automate the HAMERR process once the machine manufacturer provides access to the Programmable Logic Controller.
The implemented Powder Flow Monitoring (PFM) system was able to detect flow variations within ± 0.1 gpm. At this stage, output from this sensor still requires manual review and intervention (if necessary). Further analysis of sensor output data could lead to automated evaluation. While repair of the nozzle will necessarily remain manual, repair of any non-conformities caused by powder flow issues would be captured and repaired by the AFS algorithm.
Utilizing these systems, the HAMERR framework resulted in builds that were free of over-and under-build geometric abnormalities.
Project Participants
Project Principal

Other Project Participants
- Applied Optimization
Public Participants
- U.S. Department of Defense