

![]()
![]()
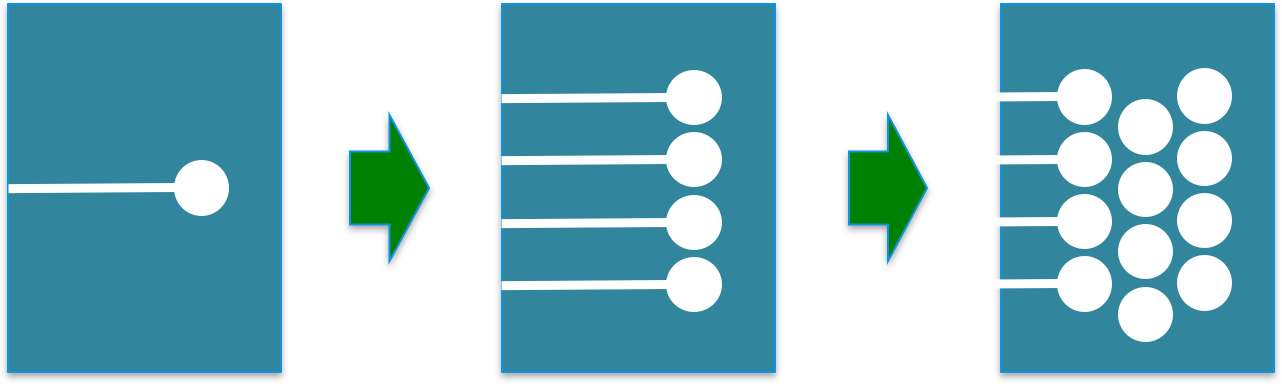
Initial technical approach was to achieve parallelization of powdered metallic material consolidation in a powder bed fusion additive manufacturing system by arranging existing point energy sources in a single serial array that would translate across a powder bed.
This project addresses the development of a next generation 3D printing method by consolidating powder at many points on a part simultaneously.
Problem
Additive manufacturing (AM) 3D printers typically rely on a single consolidation point printing method. While certain equipment suppliers have built printers that operate 2, 4, and even 20 simultaneous points of consolidation, the printers operate in a fundamentally serial, single point mode. This limits a number of production rate factors, creating barriers to broad adoption of AM 3D printers in industrial production. Build speed and build volume are important hurdles to overcome for widespread industrial adoption of additive manufacturing.
Objective
The objective of this project is the development of a next generation 3D printing method by consolidating powder at many points on a part simultaneously. This project seeks to develop the methodology for order of magnitude or greater build speed increase for metallic part fabrication resulting in a cost-effective solution based on existing technology that could be scaled up for a large build volume.
Technical Approach
The initial technical approach was to achieve parallelization of powdered metallic material consolidation in a powder bed fusion additive manufacturing (PBFAM) system by arranging existing point energy sources in a single serial array that would translate across a powder bed, alternately heating spatially-compact volumes of the powder. By rapidly controlling the power to each of the energy sources in coordination with the translation across the powder bed (in a duty cycle that in the first instance was simply a power on/power off square wave), a sintering/melting pattern could be achieved corresponding to the layer decomposition shape of the object to be produced. By repeating this process layer-by-layer with the deposition of each layer of powder, the part would be formed.
This is fundamentally the same principal used in current laser and electron beam powder bed systems, except that instead of tracing the shape of the material to be consolidated with a single point, the shape is consolidated in a raster pass composed of many points in close proximity. Faced with several technical issues with the initial approach, Stony Creek restructured the project to base the method development and build speed/build volume analysis on the ordered powder lithography (OPL) technology. This change was significant because it entailed a departure from the parallel consolidation methodology to a bulk material consolidation approach.
Accomplishments
An indication of the time and manufacturing burden for producing parts using OPL and other additive manufacturing methods was developed. Build speed was explored both within the restricted perspective of material deposition and the expanded view of end-to-end processing time (including pre and post processing requirements to produce a finished part.)
OPL was used for build speed and build volume scalability method tests by building rectangular coupons of steel infiltrated with bronze. Build speed calculations were achieved by simple timing of the material deposition and the post processing steps needed to achieve the dense near net shape part. Parameter data for this work was captured and added to the Advanced Manufacturing Enterprise knowledge base through the Materials Selection and Analysis Tool database.
- OPL AM Build Speed: 28X faster than selective laser melting (SLM), 12X faster than electron beam melting (EBM), 16X faster than electron beam additive manufacturing (EBAM) wire feed, 0.42 speed of binder jetting.
- OPL End-to-End Processing Time: 1.7-3.0X faster than SLM/EBM, 2.1-2.4X faster than binder jetting.
Project Participants
Project Principal

Other Project Participants
- GRID Logic
- Raytheon
- Lehigh University
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy