

![]()
![]()
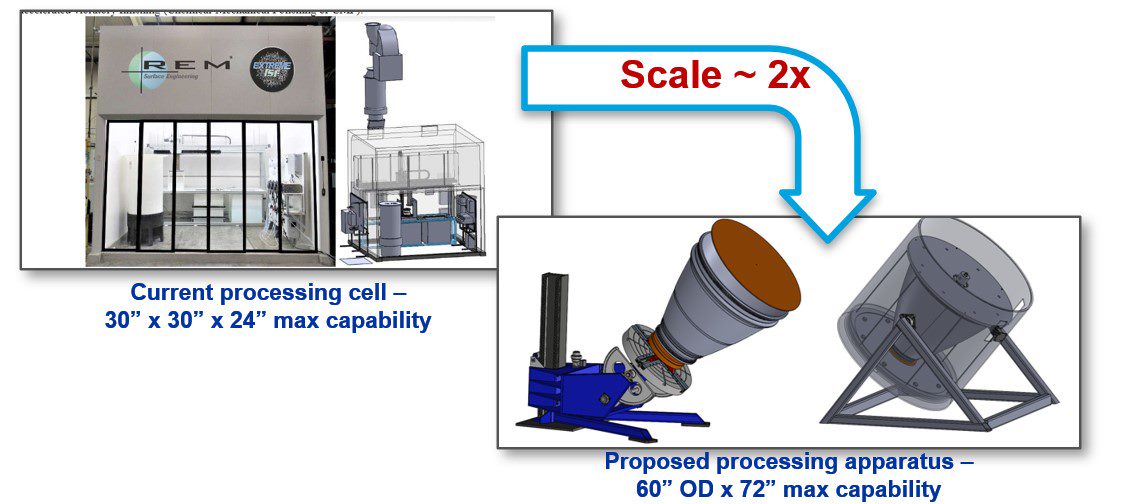
Current processing cell with 30 x 30 x 24 inch maximum capability (left); rendering of the apparatus to be designed (right).
Problem
In order to apply an optimized finishing technique composed of a chemical milling technology with a chemically accelerated vibratory finishing process to the interior surfaces of large scale components, an apparatus sized to handle and rotate the component being treated must be used. The current prototype processing cell has a maximum component size capability of approximately 30 x 30 x 24 inch build volume and requires immersion of the part into a chemical bath. For large scale additively manufactured Ni-based superalloy parts, the current build apparatus must be scaled and the component used as the processing vessel to contain the chemical bath. Up-scaling and redesign of the processing cell are challenging due to capital expenditure and processing cost estimates.
Objective
The goal of the project is to design, fabricate, and construct a scaled, rotatable processing apparatus and associated tooling to facilitate the application of a previously developed optimized finishing technique (OFT) to the interior surfaces of large scale additively manufactured Ni-based superalloy parts supplied by Air Force Research Laboratory (AFRL) and National Aeronautics and Space Administration (NASA). The apparatus design must eliminate the need for chemical bath immersion by allowing for the large scale component to act as a processing vessel to contain the required processing media.
Technical Approach
REM Surface Engineering is leading the effort which includes AFRL and NASA. A large-scale rotatable processing apparatus capable of handling Ni alloy-based aerospace components with dimensions not to exceed an outer diameter of 60 inches and a length of 72 inches is being designed, constructed, and installed. The large scale component in conjunction with end cap tooling acts as the processing vessel to eliminate the need for chemical bath immersion and to enable the application of the OFT to the interior surfaces of the large scale parts. The OFT, which combines a chemical milling technology with a chemically accelerated vibratory finishing process, is first being applied to a large scale surrogate part to verify and optimize the large scale process. Upon completion of the verification/ optimization task, a 100K NASA rocket nozzle and an AFRL defined part of similar size and complexity are being treated with special focus on the hotwall/inner diameter surfaces of the treated parts. At the conclusion of the project, the finished parts along with a final report detailing the development of the apparatus, the process used to apply the surface finishing, and final inspection of the AFRL treated parts are planned.
Project Participants
Project Principal
Other Project Participants
- Air Force Research Laboratory
- National Aeronautics and Space Administration
Public Participants
- U.S. Department of Defense