

![]()
![]()
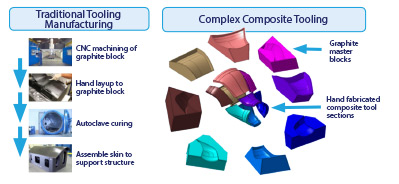
The figure illustrates the costly, time-intensive, traditional method of prototype tool fabrication as well as the multiple sections required for the fabrication of a reusable complex composite duct tool. FDM composite tooling allows for fabrication in a more timely and cost-effective manner.
This project seeks to mature the use of FDM technology as a viable means to manufacture complex composite tooling in a timely and cost-effective manner for prototype and low volume applications.
Problem
Prototype and low volume air and space vehicles regularly require fabrication of up to 100 composite sections and components. The percentage of composite skins and structures on future weapons systems is assumed to be equivalent or even greater. Each composite structure requires a unique tool that must be fabricated using multiple CNC machines, which have high power demands, require multiple machine setups, and increase both the cost per tool and lead times. Typically, an entirely new tool must be fabricated if changes are made to just one portion of the composite skin or structure. The time required to receive updated tooling is significant, encouraging the need for complex composite tooling that can be fabricated in a more timely and cost effective way.
Objective
The overall scope of this project was to mature the use of FDM technology as a viable means to manufacture complex composite tooling in a timely and cost-effective manner for prototype and low volume applications. Specific objectives included characterization of ULTEM S1 support material, material and equipment calibration for ULTEM S1 support material as a primary build structure, composite tool joining methods, composite tool preparation procedures, tool removal procedures and quality assurance.
Technical Approach
The technical approach involved testing various ULTEM S1 coupons fabricated in a variety of orientations at elevated temperatures to characterize the material and how it would react when wrapped with composites during the initial cure process. Various joint designs and assembly processes for joining the multiple segments to form one composite tool were evaluated. The tools were scanned for accuracy.
Tool removal was documented and improvements to the process noted and recorded.
The assembled team addressed the following tasks:
- Test and characterization of the FDM ULTEM S1 material as a primary structure
- Selection and fabrication of a suitable complex structure and tool design
- Assembly of the composite tool section, composite layup, out of autoclave curing and removal of tool
- Scanning various components for quality assurance
- Development of curriculum for industry training and education outreach
- Establishment of the business case analysis and transition plan
Accomplishments
Two sets of composite tools were fabricated at two different locations (rp+m and Stratasys). Tool sections were optimized to minimize excessive support material during fabrication which reduced fabrication times up to 56%. Two different methods for assembly were also tested, one conventional for the aerospace industry, one unconventional to the aerospace industry. The conventional method took significantly longer to assemble all the sections required for one complete tool compared to the unconventional approach. The tool removal process also provided lessons learned and recommendations for designing tools in a way that would make tool removal easier after curing of the composite structure.
A summary of recommendations is listed below:
- Improve the joint design
- Utilize an ultrasonic welder for assembly
- Add internal bracing to the structure during fabrication and assembly
- Tool section seams improve the tool removal process
Additionally, energy usage was calculated via the AM Energy Impacts Assessment Tool provided by the Department of Energy and Oak Ridge National Lab. The assessment indicated that AM fabricated tools use approximately 18% less total energy per part than conventional fabrication of composites tooling.
Conventional prototype composite tooling costs up to 80% more than FDM fabricated composite tooling, but can be used up to five cycles to FDM’s one cycle. FDM fabricated composite tooling utilizing ULTEM S1 is cost-effective when producing prototype composite structures, but olnot for production support.
Finally, “Fundamentals of Additive Manufacturing” and “Introduction to Composite Materials, Tooling, and Mold Design” courses were developed by Robert C. Byrd Institute (RCBI).
Project Participants
Project Principal

Other Project Participants
- Robert C. Byrd Institute
- rp+m
- StratasysStratasys
Public Participants
- U.S. Department of Commerce
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy