

![]()
![]()
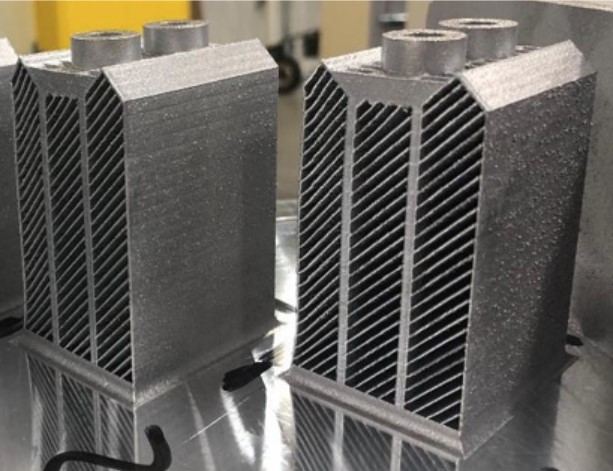
Representative heat exchanger sub-element geometry
Problem
Heat exchangers represent a target application that serves DoD platform maintenance and sustainment needs but can frequently exhibit relatively long lead times. AM of these components offers the potential to reduce lead time and bolster fleet readiness. Successful qualification of these thermal management structures requires manufacturing processes readily capable of producing thin wall features in various orientations and acceptable material tensile properties over a range of temperatures and for extended periods of time. While laser powder bed fusion of aluminum alloys has been demonstrated previously, the necessary processing conditions and manufacturing work practices to meet heat exchanger performance requirements are not well understood. Additional process development and testing are necessary to advance the readiness of these technologies.
Objective
The objective of the Advancing AM Post-Processing Techniques for Aluminum Alloy Heat Exchangers project was to verify that AM can readily produce geometric features and achieve material tensile properties necessary to successfully produce heat exchangers relevant to DoD applications.
Technical Approach
A representative sub-element geometry was used as a surrogate test article to understand the capability of AM with F-35 heat exchanger application. Multiple AM processing trials were completed using several aluminum alloys including AlSi10Mg, Al8Ce10Mg, and Scalmalloy®. Best practices for build layout design and AM process scan strategy were established and documented. A series of AM processing and HIP post-processing conditions were assessed to understand if the manufacturing process can readily produce thin wall features (0.012”) with acceptable tolerances for DoD heat exchanger applications of interest. De-powdering of test articles was executed to document lessons learned prior to thermal treatments. Tensile testing over a range of temperatures was completed for AlSi10Mg and Al8Ce10Mg. Representative test articles underwent burst testing at multiple test temperatures.
Accomplishments
The project team was able to successfully develop and demonstrate AM processing and post-processing methods necessary to produce heat exchangers relevant to DoD needs. The lessons learned address necessary components of the manufacturing workflow including AM processing, de-powdering, heat treatment, machining, and finishing. The test data obtained from this effort demonstrated the feasibility of AM processes and demonstrated acceptable elevated temperature performance relevant to DoD heat exchanger applications
Project Participants
Project Principal

Other Project Participants
- NCDMM/America Makes
Public Participants
- U.S. Department of Defense