

![]()
![]()
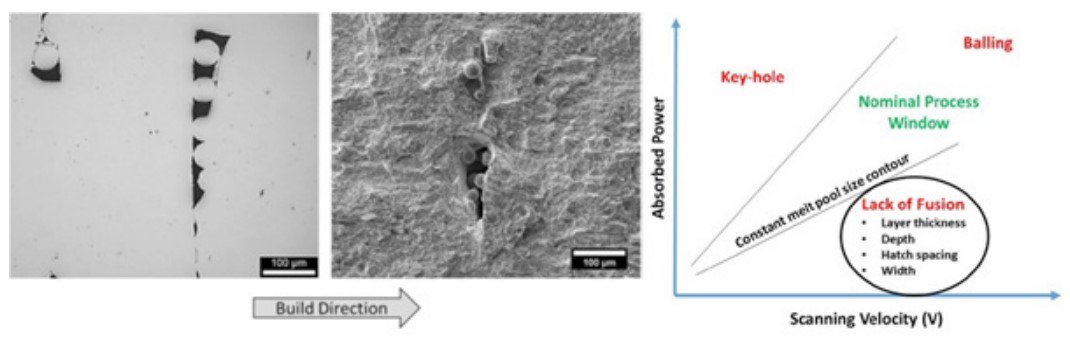
Lack of fusion defects shown (sectioned view and surface) that may have an effect on the physical properties of an additively manufactured part based on the absorbed power to scanning velocity ratio.
Problem
The U.S. Air Force is interested in the use of laser powder bed fusion (LPBF) to produce AlSi10Mg replacement parts, but material data which are readily available are inadequate to address airworthiness requirements. It is known that discontinuities (pores and lack of fusion) and material feedstock contamination may cause significant debits in AM product performance. Inspection technologies that can readily detect discontinuities and feedstock contamination relevant to sustainment applications require demonstration and validation. At present, the attributes of discontinuities and feedstock contamination which cause unacceptable effects on AM product performance are unknown and are necessary to establishing inspection acceptance criteria. Failure mechanisms of immediate concern include overload, dynamic loading, and corrosion. A quantitative understanding of the effects of feedstock contamination and discontinuities on LPBF AlSi10Mg tensile, fatigue, and corrosion properties will accelerate the development of airworthiness requirements and inspection acceptance criteria for a wide range of defense sustainment applications.
Objective
The objective of this program was to study the effects of a lack of fusion defects and powder contamination in the LPBF process. Several applications were identified involving casting-type alloys such as AlSi10Mg. The program built on the results of a previous effort under Phase 2 of the Maturation of Advanced Manufacturing for Low-Cost Sustainment (MAMLS) program by utilizing the baseline processing conditions, including post-processing.
Technical Approach
The approach consisted of two technical tasks to research the creation, detection, and effects of (task 1) lack of fusion (LoF) and (task 2) feedstock contamination. Processing parameters and manufacturing practices were developed to repeatably manufacture material containing LoF of various sizes and volumetric number densities. In addition, AlSi10Mg feedstock powder was intentionally dosed with contaminant (IN-718) in various graduations. The effects of discontinuities and feedstock contamination on material mechanical (tensile, fracture toughness, fatigue, fatigue crack growth) and corrosion (immersion, salt fog, intergranular, stress corrosion cracking) properties were tested and analyzed. Detectability of discontinuities and feedstock contamination was evaluated using several inspection lifing methods including computed tomography (CT), radiographic testing (RT), and process compensated resonance testing (PCRT). Laser power and velocity parameters were developed to create repeatable LoF defects of various sizes and defect densities to determine NDT detectability. The material mechanical and corrosion property data were integrated with an AM material lifing model for defense sustainment applications.
Accomplishments
Size, number density, and shape of lack of fusion were characterized for a range of AM and post-processing conditions. In addition, AM processing and manufacturing practices were developed to investigate the effects of incremental dosing of AlSi10Mg feedstock powder with a contaminant (IN-718). The effects of lack of fusion and feedstock contamination were quantified via mechanical and corrosion testing of LPBF AlSi10Mg test coupons. Materials with LoF < 140 µm exhibit a negligible influence on the material properties investigated. Materials with LoF >150 µm may not be suitable for fracture-critical applications. The HIP and aged conditions considered exhibited a significant effect on material mechanical properties.
For the powder contamination study, it was determined that < 0.025% contamination exhibits acceptable corrosion and mechanical performance. Mechanical properties were deemed acceptable when <0.1% contaminant. Stiffness was observed to be elevated for these conditions. Based solely on corrosion behavior, a contamination level of 0.025% is acceptable. Higher contamination levels of 0.05% and 0.1% would not be acceptable in an acidic environment but would be acceptable in warm neutral environments. Utilizing models, part orientation exhibited a more significant effect on component performance in comparison to feedstock contamination when <0.1%. Materials analyzed did exhibit anisotropy which may play a significant role in component acceptance and design.
Project Participants
Project Principal

Other Project Participants
- Pennsylvania State University
- University of Dayton Research Institute
- Case Western Reserve University
- Oerlikon
- 3D Systems
- Boeing Company
- Lockheed Martin
- Vibrant
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy