

![]()
![]()
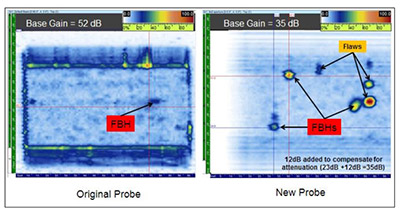
Comparison of original phased array ultrasonic transducer with new EWI designed ultrasonic transducer, showing improvement in inspectability with the new probe.
This project seeks to develop a new phased array ultrasonic transducer to improve inspection capability of microstructurally complex electron beam direct energy deposit (EB-DED) components and improve the EB-DED process to reduce attenuation.
Problem
The electron beam directed energy deposition (EB-DED) process has the potential to lower acquisition costs by up to 60% and reduce lead times by up to 80% for conventional die forgings. A complex microstructure that develops during the EB-DED process and subsequent heat treatment, however, reduces ultrasonic inspection limits by 66%, which could negate a large portion of the cost and lead time benefits enabled by additive manufacturing (AM). Without a solution to this challenge, radiography as the principal inspection method for these components would increase the inspection burden and the flow time for part inspection.
Objective
This project is directed to the implementation of EB-DED additive manufacturing for structural components on the F-35 for Lockheed Martin and Sciaky Inc. by defining process changes to refine the beta-annealed (BA) microstructure in the final parts, and by addressing the effects of the complex microstructure on ultrasonic inspection by developing an improved phased array ultrasonic transducer, designed specifically for fusion based metal AM processes and the resultant columnar microstructures characteristic of these processes.
Technical Approach
EWI, with support from Lockheed Martin and Sciaky Inc. worked to:
- Demonstrate EB-DED process improvements by:
- Establishing a baseline condition for EB-DED Ti-6Al-4V through material characterization
- Preparing coupons for inspection in the as-built and BA conditions
- Comparing microstructures, particularly the prior beta grain aspect ratio and distribution resulting from the process variants, to the baseline
- Demonstrate improved NDI technique by:
- Characterizing the baseline and first set of process variants using conventional and matrix-phased array ultrasound (flat bottom hole defects (FBH) were placed at locations within the coupons)
- Using ultrasonic inspection modeling tools to identify a new matrix phased array (MPA) probe
- Produce additional EB-DED coupons to test repeatability and extend inspection thickness, using refined process conditions based on evaluation of variants by:
- Conducting a materials characterization
- Performing a preliminary investigation of the effect of an intermediate hot isostatic pressing (HIP) step
- Develop and deliver an education program to America Makes members providing background and hands-on training for ultrasonic inspection of EB-DED Ti-6Al-4V
Accomplishments
EWI developed best practices for the EB-DED process, allowing a reduction in the prior beta grain aspect ratio in the BA condition from 10.2 to 2.7, and, with the original phased array ultrasonic testing (PAUT) probe, reduced in-sample attenuation variation in the BA condition from 9.7 to 3.4 dB as well as detected 100% of #3 FBHs in the BA condition in a thickness of 76 mm. In the baseline, only 1 of 3 FBHs could be detected.
With both the new MPA-UT probe and improved process, the project reduced attenuation range in BA and BA + HIP to be between 3 to 4.5 dB and detected 100% of #3 FBHs in any process condition including the baseline at a depth of ≤88.9 mm. This exceeded the project goal of detection of 76.2 mm (3.0 in.) deep FBHs. EB-DED process changes improved the in-sample ultrasonic attenuation variation by as much as 18 dB.
Project Participants
Project Principal
Other Project Participants
- Lockheed Martin
- Sciaky
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy