

![]()
![]()
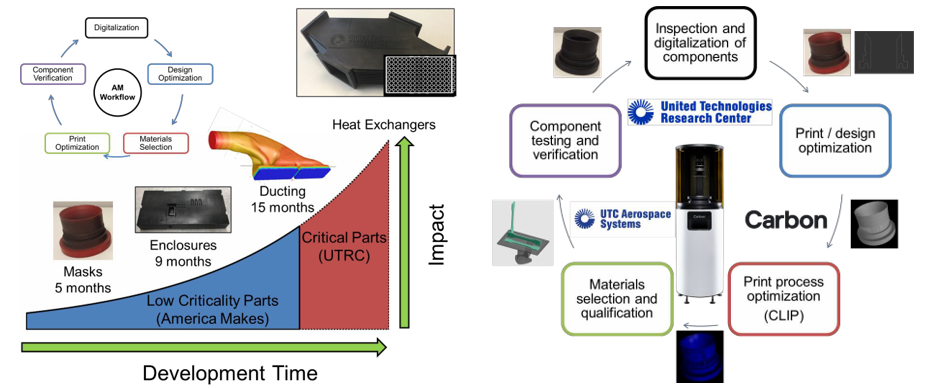
Production of low criticality parts such as shot peening masks, electrical enclosures, and duct manifolds using Carbon’s CLIP process.
Problem
Additive manufacturing (AM) is being implemented across the DoD and industrial base for a wide variety of applications. With efforts to address direct part replacement of flight or mission-critical components, the development and certification times can be lengthy due to the critical functions that these components must perform. There is a substantial opportunity to explore direct part replacement of low-criticality components through the use of AM techniques for faster development-to-deployment times, cost savings, and substantially shorter manufacturing lead times. In order to realize these benefits, development of an additive method that can consistently produce parts that adhere to both geometry and performance specifications is required.
Objective
Advancements in polymer materials and processes for polymer AM include the continuous liquid interface production (CLIP) process developed by Carbon. The project objective was to assess the feasibility of using Carbon’s technology and its suite of materials to enable fabrication of low-criticality components that satisfactorily meet shape, function, and performance for use by the DoD supply chain. As part of the process of evaluating Carbon’s technologies, the project sought to demonstrate and document a representative digital AM workflow from identifying a part for AM through the key process steps of final fabrication and validation of a functional component.
Technical Approach
Three part families were selected to explore the capability of Carbon’s CLIP process and material technologies to address low-criticality AM component fabrication. The families included shot peening masks, electrical enclosures, and duct manifolds. Masks and other process support hardware were used extensively to support fabrication and perform a critical role in enabling the quality fabrication of end-use aerospace parts. Shot peening masks were used to investigate the various polyurethane and elastomer materials that Carbon offers. Most of the aerospace systems required electrical enclosures to protect vital instrumentation from contamination, debris, heat, or other environmental conditions.
The second phase included the electrical enclosures which were more complex and required tighter geometric tolerances than masks to accommodate accurate mounting of hardware and provided an environmental seal. More rigid Carbon materials including rigid polyurethane, epoxy, and cyanate ester materials were explored in the electrical enclosure family of parts. Finally, the production of duct manifolds was used to evaluate the boundaries of Carbon’s M1 and M2 system build volume limitations per the complexity in relation to the typical sizes of the manifolds.
Accomplishments
Carbon’s DLS processes and materials were used to additively manufacture three groups of non-critical aerospace parts: tooling (paint masks), electrical enclosures, and ducting components. A digital design thread was created by extracting the baseline part designs using state-of-the-art X-ray-based computer tomography (X-Ray CT), techniques original paper engineering drawings, and three-dimensional CAD-based engineering drawings. The STL files generated were then used as the basis of further design engineering and to define printing processes.
Design and process optimization was performed on the baseline parts to enhance part functionality, reduce part volume, reduce printing time, reduce post-processing time, and optimize for performance and cost. A key finding of this work is that it is advantageous for the design optimization and the process optimization to be done collaboratively. This allows design engineers to take advantage of subtle nuances of the printing process. The feedback from the design engineer to the print process engineer on part performance is a needed control loop to attain the best quality parts possible.
Printed part performance was evaluated using X-ray CT and other methods to check dimensional tolerances. Lessons learned and best practices for design optimization and process optimization were gleaned from the experimental work and documented. Finally, recommendations for the expansion and extension of non-critical part families to other aerospace applications were documented including suggestions for additional part families.
Project Participants
Project Principal

Other Project Participants
- Carbon
Public Participants
- U.S. Department of Defense
- National Science Foundation
- U.S. Department of Energy